
Tags
On Friday 23rd I attended the official opening of Siemens new rail bogie service centre which has been built at their existing gas turbine manufacturing facility in Lincoln. The facility allows Siemens to carry out bogie overhauls ‘in house’.
A disused building dating from 1874 has been converted for the purpose at a cost of £8 million. Work involved relaying and strengthening 5000 square metres of floor space before installing cranes and other equipment needed to overhaul the bogies. 32 people are currently employed at the facility which began production in September, overhauling spare bogies for the Eurostar e320 trains built by the company. Bogies from the Desiro City fleet of Class 700/707/717 trains will also be overhauled on the site, which has room to be expanded if demand requires it.
Here’s a selection of pictures from my visit.

A bogie off a Eurostar e320 that’s just been unloaded onto the bogie assessment area. Here a condition assessment is undertaken before it’s moved into the cleaning booth behind it. In the booth the bogie is cleaned using a ‘dry ice’ blasting technique using a solid form of carbon dioxide which is accelerated in a pressurised air stream. This allows the bogie to be cleaned without using toxic chemicals or water, thus cutting down on pollution.

After cleaning, the bogies are placed on these adjustable jacks to be stripped.

A view of one side of the shed, the bogie stripping area is on the right of the picture. On the left is the UAT station, the axle bearing press station and the wheelset rebuild station.

The axle blasting area is where the wheelsets are mechanically cleaned to remove any painted areas. The Finnblast machine is a fully automated system that works by blasting an abrasive air mixture through the nozzle in the blasting chamber with the compressed air acting as the driving force. The speed of the abrasive when charging from the nozzle is about 200 metres per second.

The wheelset disassembly area. Here the axlebox housings and bearings will be removed using the hydraulic bearing puller in the background.

No caption needed!

The axle bearing press station, where the bearings are fitted back onto the axle using the hydraulic press that you can see in the background.
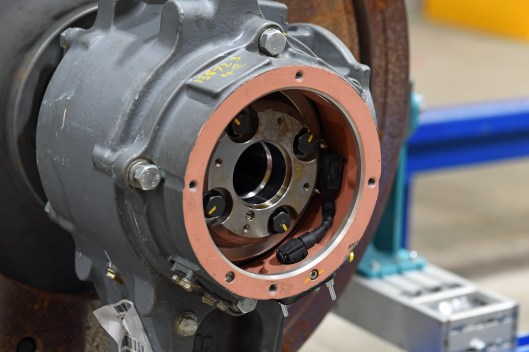
Inside the axlebox housing, showing the sensor that monitors the temperature of the bearing.

The bogie press. This is where the rebuilt bogie is subjected to pressing. This reflects the weight characteristic of the particular car a pair of bogies will run beneath and it’s a fully automated process. Using measurements taken in specific locations during the bogie overhaul process it will press against the agreed criteria. The results are automatically generated from the machine. These results must fall within the agreed tolerance range for the bogie to pass.

All set up and ready to go. Overhauled Eurostar e320 bogies await return.
A FAVOUR.
I have a small favour to ask. If you enjoy visiting this blog, please click on one (or two!) of the adverts that are displayed. The income from them helps me to cover some of the cost of running this blog. Thank you!

Thanks for posting this Paul.
It was helpful in understanding the overhaul process of the Bogies that Siemens do.
The centre seems to be going from strength to strength since your visit.
Kind regards
Sean